組紐の工程には様々な段階があります。特に糸の染色から紐の生産、さらに加工までを一貫して行うには細分化された作業を分担して一つ一つ丁寧にこなしていく必要があります。勿論全て国内で生産し、管理の行き届く範囲での製造を昇苑くみひもでは行っております。
昇苑くみひもの紐は、製紐機を使用した機械組であってもその作業のほとんどの部分は手作業です。品質を崩さず、その中で出来る最大限の効率で少しでも皆様に早く商品をお届けできるよう工夫をしております。
そしてまた、昇苑くみひもでは新しいモノづくりへの取り組みも積極的に行っております。これは手組の技術をベースに、機械組においてもその知識を活かし、機械の構造をよく知る職人がモノづくりを行っているからであり、今なお昇苑オリジナルの紐が生まれ続けています。
紐作りの工程
組紐の製造工程は「糸の染色」「糸繰り」「経尺」を行った後、手組と機械組の二通りに分かれます。
-scaled.jpg)




染色(せんしょく)



糸染めをする作業で、絹糸を綛(カセ)の状態で染め出します。自社で染色をすることにより小ロットでの生産が可能となり、オリジナルカラーをご希望のお客様や短い納期にも柔軟に対応することができます。そもそも染料は染める繊維によって種類が異なり、絹を染めることが出来る染料は酸性染料です。酸性染料は酢酸で色を定着させることができます。
弊社では現在14色の染料を使用しており、それらで多くの色を表現しております。染色をする上ではまず第一に染料の特徴や、濃い時と薄い時の色の変化を熟知する事が必要で、これらを抑えていなければ同じ色を安定して作ることができません。また色サンプルを見て同様の色に近づける事も勿論重要ですが、それと同じくらい色ムラを少なく綺麗に仕上げることも心掛けております。このためには染料を正確に溶かし、酢酸の量やタイミングに注意して、また染めを施している最中は糸を上下に動かして染料がきちんと全体に行き渡るようにするのが大切です。そして染料の量が決まっていても、薄い色の場合は僅かな誤差で色が変化してしまいますので、染めている最中にその変化を読むことも重要となってきます。
最後に肝心な事は色を合わせる際は必ず同じ場所で検査をします。見る場所によって色は変化するので、安定した色を出すためにはこういった工夫も必要です。思い通りの色を表現する楽しみと、そして何よりお客様に昇苑くみひもの色を気に入って頂けるように努力を続けています。
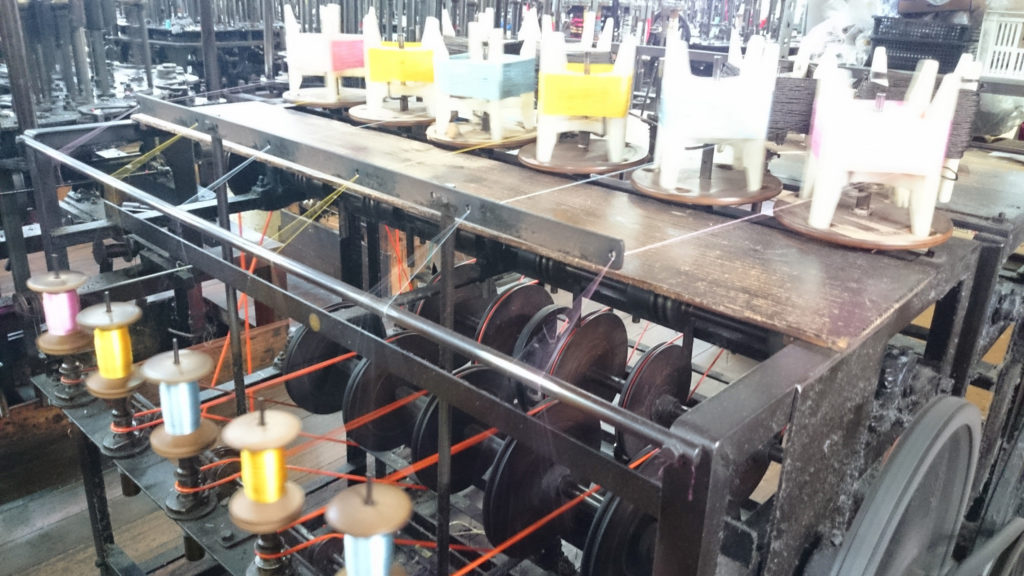
糸繰り(いとくり)



染色後、カセ(糸の束)の状態では次の工程の経尺ができないので、絹糸を機械、または座繰り(ざぐり)で木管や枠に巻き取ります。1本の絹糸を木管に巻き取るという単純な作業ですが、巻き取る際に絡まったり糸が切れたりしないように注意します。具体的にはカセ糸を枠にセットする時にしっかりと伸ばして、糸が重なったり絡まったりしているのを直してから、枠にかけて糸繰りを始めます。この作業が一番重要で、最後まで糸が切れずに巻き取れるかどうかはここで決まります。
また染色の具合によっても糸の適切な扱いが変化するため、糸繰りをスムーズに行うためには細かな糸の状態を把握できる熟練の感覚が必要になります。弊社では自社で染める糸については染色を担っている職人が「糸繰り」の作業まで行っているので、これらの作業がうまく連携できるようにそれぞれの工程に無駄がないように進めております。
経尺(へいじゃく)

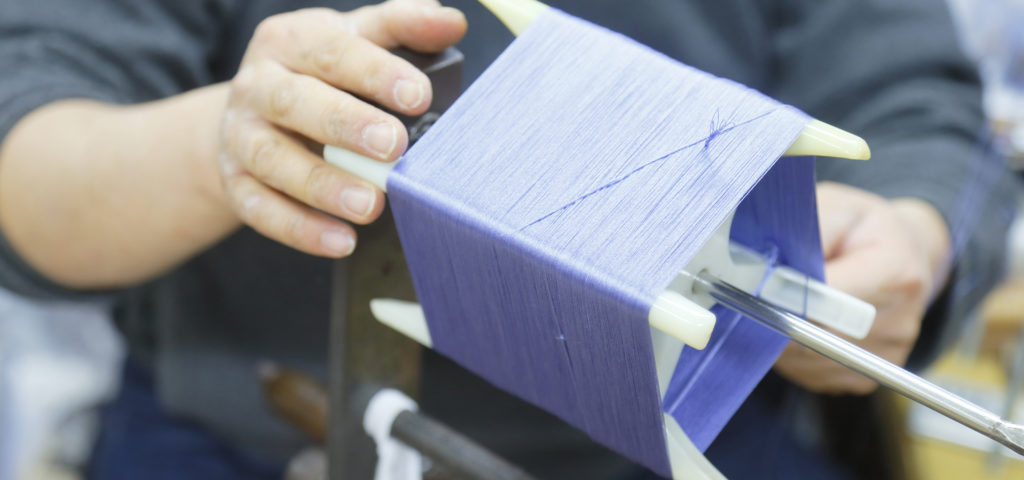

昇苑くみひもの組紐を作る工程で肝とも言える、糸を束ねる作業です。作る紐に応じて、束ねる糸の本数・長さ・色・巻き取る枠の数をこの作業で調整します。
それぞれ目的が異なり、次の様に対応しています。
- 糸の本数 … 太さ
- 長さ … 出来上がる紐の長さ
- 色 … 紐の柄・模様 / 配色
- 枠の数 … 紐の種類に応じた個数(例えば江戸紐は8玉で構成されているので8個分、三撚紐は3玉、綾高麗は35玉など)
綺麗な紐が出来上がるかどうかは、この作業でいかに糸のほつれが無く、スムーズに経尺出来るかが大きく関わってきます。染めの具合や糸繰りの状態などによって糸切れが起きた場合、糸と糸を結び直すと、その結び目が紐になった時に傷になる可能性があり、また機械組の場合は結び目が原因で汚れになる場合があるので、極力糸切れは起こらないよう注意します。それでも材質による原因や、何らかの影響によって糸が切れてしまった場合は、結び目が小さく、糸と糸の中心に結び目が出来るので作業に影響を及ぼしにくい「はた結び」という結びを使って糸と糸を繋ぎます。もしここで糸切れが起きたことに気が付かなかった場合、僅か一本の差でも出来上がる紐の太さやバランスに大きく影響を及ぼします。例えば江戸紐の場合は8玉あるので8本分、綾高麗に至っては35本分の糸が少なくなってしまう計算になります。また一か所だけ糸の本数が少なくても綺麗な形の紐は組み上がりません。
組紐は各々の玉が拮抗した力で互いに絡み合う事で対称な形を作り上げます。このバランスが崩れると捻じれが生じたり、デコボコした紐が出来上がり、均等な丸や平らな紐にはなりません。このように経尺の作業は非常に重要で、職人は指先で糸の些細なテンションの変化を感じながらスムーズに経尺を行い、糸切れが起きた場合にはすぐに気づく事が出来なければならないのです。
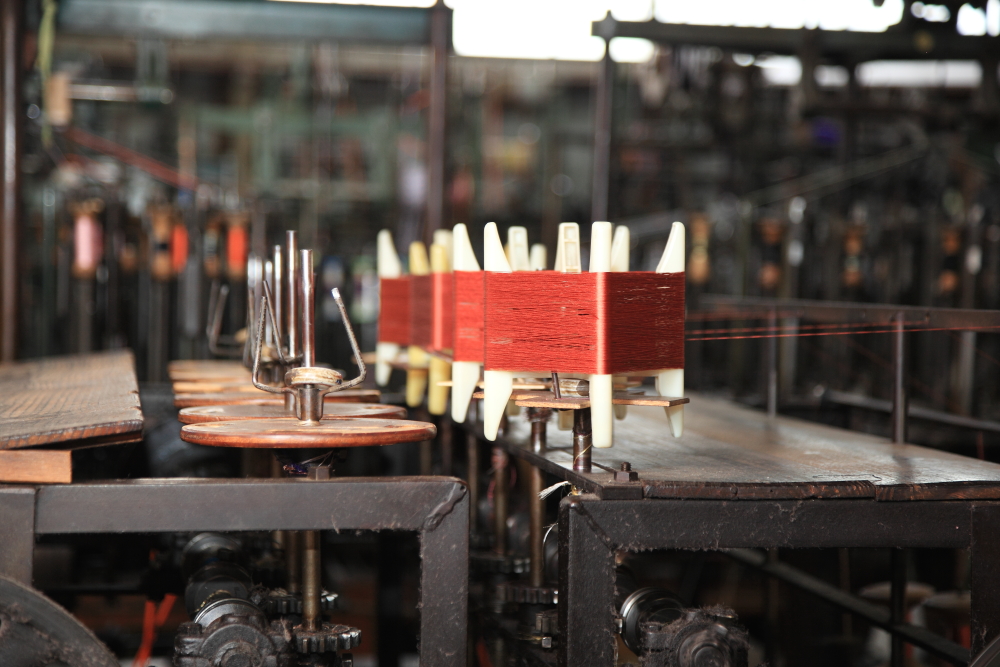
撚りかけ(よりかけ)


経尺で束にした糸に撚糸を施します。撚糸には右撚りと左撚りとあり、俗にS撚・Z撚と呼ばれるものです。組紐の構造は織の構造とは異なり、一部を除いて経糸(たていと)緯糸(よこいと)の概念がありません。そこで重要になるのが、この撚りをかけるという工程で、撚りをかけた方向と逆回転に組んでいくと、力が反発し合い解けにくくなります。(構造上あえて撚りをかけない紐もあります)また撚りをかけることによって、経尺時の糸のたわみや乱れが解消されるという点もあります。撚りを丁寧にかけることによって、強度が増し、紐に張り感を与えかつ美しい紐を組むことが出来ます。
木管巻き(もっかんまき)



撚りを施した糸の束をボビンに巻く作業です。機械組の場合、それに対応したボビンが決まっているため、一つ一つ手で巻いて行きます。これは作る紐の糸の量や長さがその都度変わるために、機械で自動で巻くことが出来なかったり、機械で巻いてしまうとボビンに巻いた糸が崩れて、トラブルにつながるのを防ぐためでもあります。
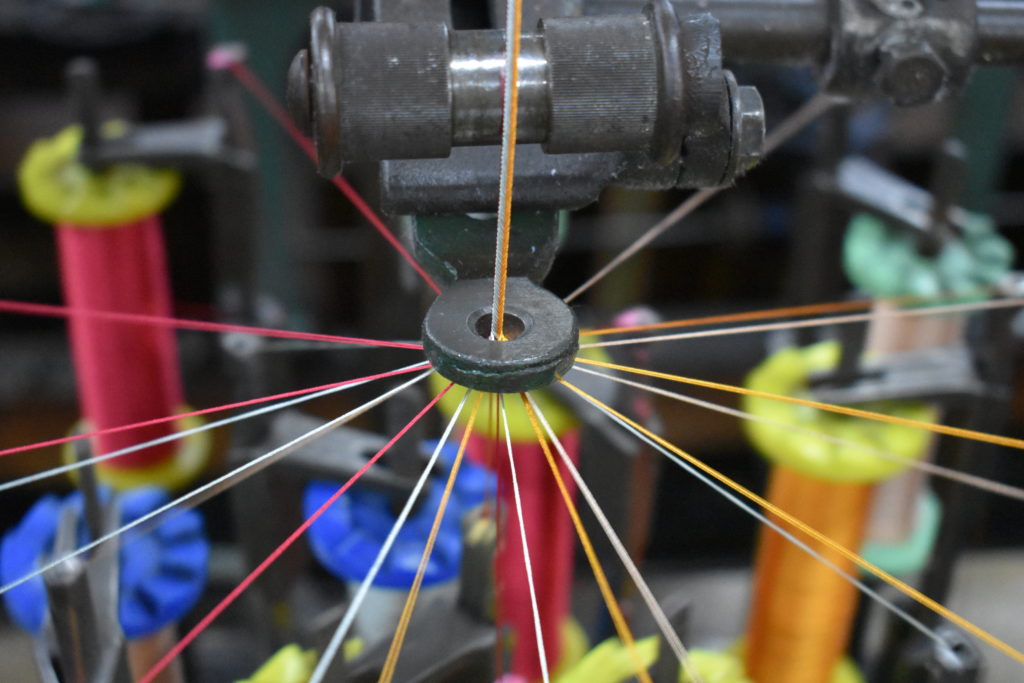
玉付け(たまつけ)

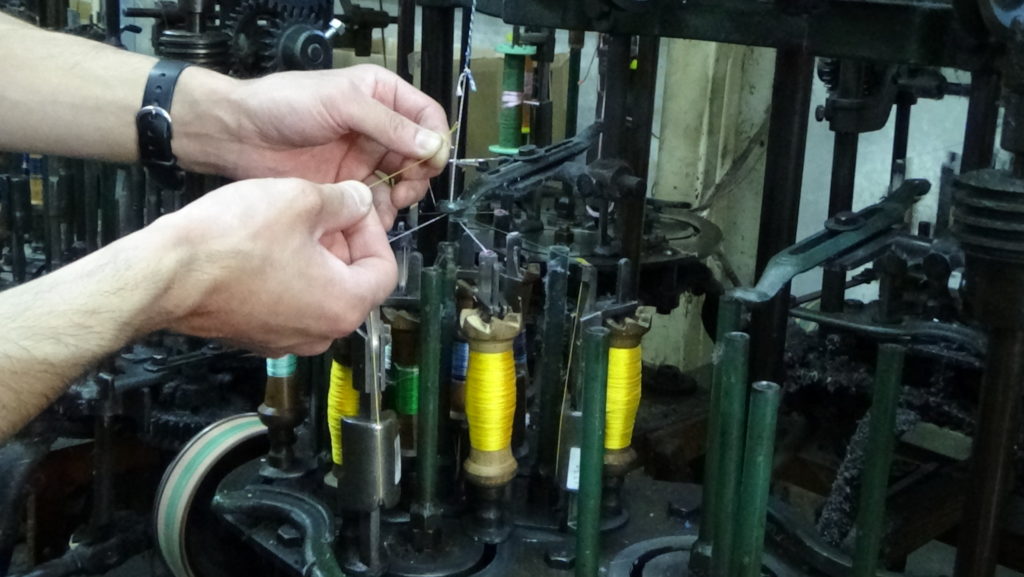

玉木管やボビンに綺麗に糸を巻き終えるとようやく機械にセッティングしていきます。組紐は紐の構造によって必要なボビンの数が変わります。ボビンが多ければ多いほど密な構造となり、少ないボビンで組み上げるものはざっくりとした粗い組目の紐となります。また同じ組み方でも機械に組み合わせるベルトや歯車の条件で紐の出来具合が大きく変化します。弊社では経験を積んだ職人達が目的の用途に合わせて、さまざまな組み合わせを模索しながら、日々機械のメンテナンスを行っております。
組上げ(くみあげ)

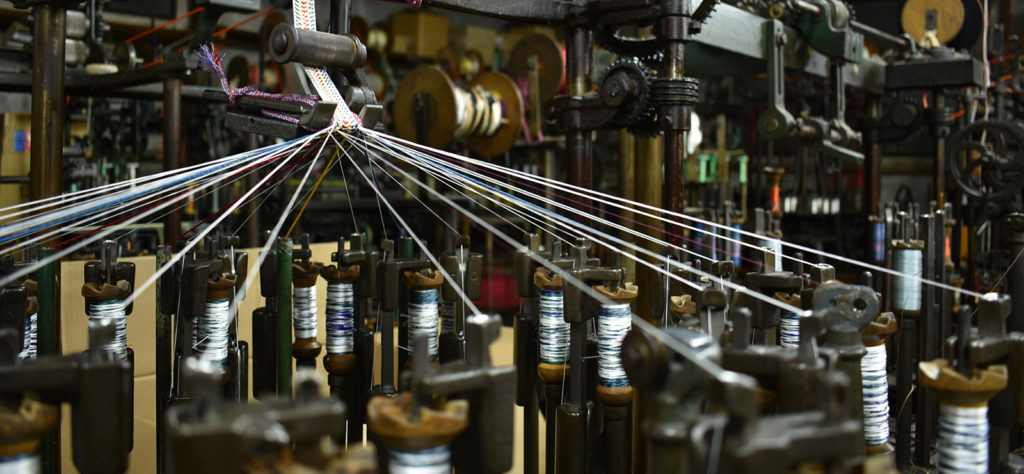
私達の工場では60数台の製紐機を所有しております。基本的には1台の機械で組むことのできる紐の構造は1種類となっております。そのため種類でいうと弊社で対応できる組み方は20種程度です。弊社の機械組では古くからのアナログな鉄製の機械を用いていますが、さまざまな面の調整は経験と勘によるのですべてをマニュアル化することが難しいところがあります。ただアナログが故に新しい素材を試してみたり、組み方のアレンジをしてみたりすることへのフットワークの良さにつながる部分もあります。昔の人の知恵が詰まったこの機械を引き継ぐ私達が、新しいアイデアを武器に新しい組紐への挑戦を進めております。